[摘要] 本文通过扫描电镜(SEM)、金相显微镜等研究了生产工艺、镀层厚度、环境等对车门铰链耐腐蚀性能的影响。结果表明:衬套与铰链搭接区域是车门型钢铰链防腐薄弱点;铰链镀锌层厚度、垫片结构、衬套材质等均会影响车门铰链耐腐蚀性。其中,镀锌层厚度不足是造成铰链短期锈蚀的主要因素,镀锌层厚度由4μm(微米)增至至10μm,耐腐蚀性能可提升2.5倍以上。目前,行业普遍采用的“铜网+聚四氟乙烯(PITE)”衬套体系存在铰链长期耐腐蚀性能不足问题,可通过改善衬套材质等措施进行提升。
[关键词] 钢铰链,镀层厚度,衬套材质,耐腐蚀性
王鹏
CA-CAP专家组成员,深耕汽车防腐蚀领域14年,
具有俄罗斯、英国等全球市场汽车腐蚀研究经验。
主要从事汽车零部件防腐蚀结构/选材/表面涂镀层设计、验证及相关技术研究,
参与CSAE《普通乘用车白车身防腐设计指导规范》等多项行业团体标准编制,
发表学术论文10余篇。
引言
随着汽车行业竞争的加剧,社会对汽车品质的要求越来越高,汽车防腐性能引起社会广泛关注。车辆腐蚀不仅影响外观,部分零件锈蚀严重时还会威胁到驾驶安全[1]。为此,车企投入大量资源研究和提升汽车防腐质量。
铰链是汽车车门的重要组成部分,承担着车门开启/关闭、结构支撑等作用。汽车上常见的铰链类型包括冲压式和铸造式两种,其中,铸造铰链结构更复杂,设计稍有疏漏铰链局部就可能发生锈蚀问题,锈蚀轻微时影响外观,严重时可能导致异响,直接影响消费者用车体验及舒适性。
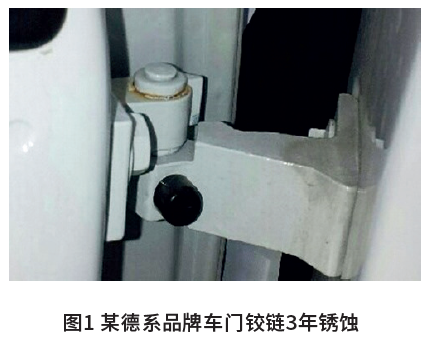
通过网络调查及市场调研,发现多家合资及自主品牌车型车门铸造铰链相同部位亦发生锈蚀,见图1、图2,锈蚀年限一般在两年以上。目前,铸造铰链锈蚀问题已成为困扰汽车行业的共性问题。为解决这一行业难题,本文以室外停放3个月车辆车门铰链锈蚀为切入点进行研究,明确了造成车门铰链短期锈蚀的主要因素,并制定了耐腐蚀性能提升措施,为车企防腐研究及设计提升提供必要的理论依据及数据支持。
1 试验部分
1.1 盐雾试验
依据GB/T 10125-2021《人造气氛腐蚀试验 盐雾试验》进行中性盐雾试验。
1.2 试验样品
3个月锈蚀的车门铰链,锈蚀同批次铰链(A铰链)及其他批次铰链(B铰链),均为生产现场抽取。
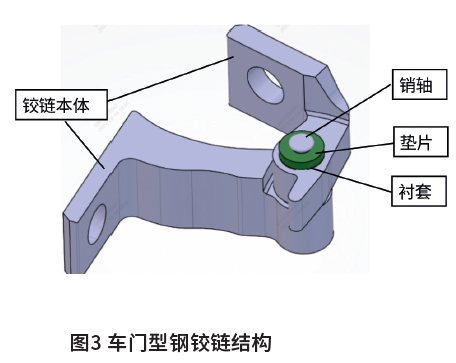
铸造式车门铰链结构如图3,由铰链本体、销轴、垫片、衬套组成,各部位材质及表面处理信息见表1。
2 试验结果与分析
2.1 锈蚀部位确认
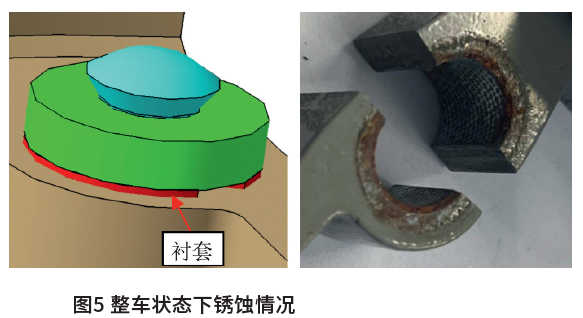
选取某车型3个月锈蚀件进行分析,整车状态下观察铰链本体接缝存在轻微锈蚀,见图4。为确认铰链具体锈蚀位置及锈蚀程度,采用角磨机沿铰链中心线对铰链进行切割,切割后样品的锈蚀情况见图5。可以看出,锈蚀部位为衬套与铰链本体搭接区域。
2.2 锈蚀原因及结果分析
为分析产品锈蚀原因,本文首先对铰链生产工艺进行了确认,结合工艺特点对可能影响铰链耐蚀性能的表面镀层状态、镀层厚度、耐盐雾性、腐蚀环境等进行了分析。
2.2.1 生产工艺影响分析
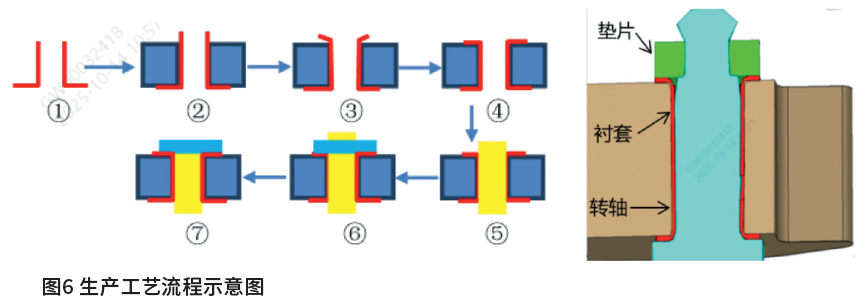
车门铰链生产工艺流程见图6,主要经历7个步骤:①衬套下部预压紧;②衬套插入铰链中;③衬套预压紧(未完全压紧);④衬套压紧(过盈配合);⑤插入销轴;⑥安装垫片;⑦垫片铆接压紧。
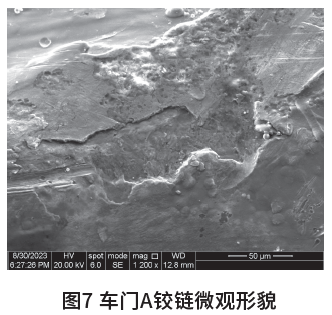
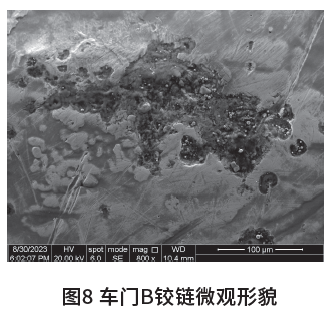
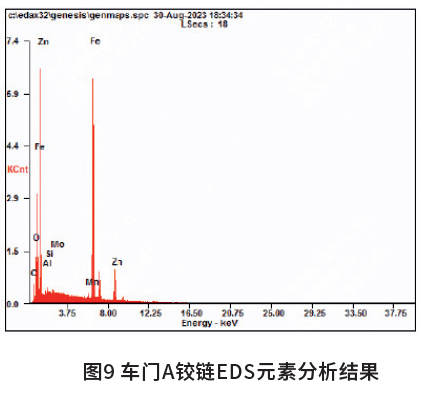
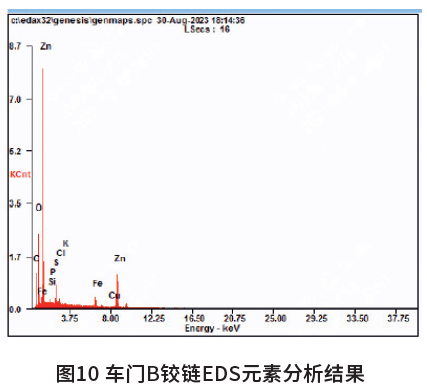
基于工艺流程分析,④~⑦衬套压紧过程易造成铰链涂层损伤,故从生产现场随机抽取锈蚀同批次铰链(A铰链)及其他批次铰链(B铰链),采用扫描电镜对衬套与铰链压合区域开展微观形貌分析,分析结果见图7、图8。可以看出,A、B铰链微观形貌均显示铰链压合处局部存在涂层损伤现象,说明铰链表面镀锌层有一定损伤;进一步采用扫描电镜-X射线能谱仪(SEM-EDS)观察样品表面涂层损伤区域元素组成及含量,分析结果见图9、图10,其中,A铰链表面元素中含有大量Fe(铁)元素,B铰链中Fe元素含量较低,综合A、B铰链SEM-EDS分析结果,同为涂层损伤区域, Fe元素含量存在明显差异,由此推测衬套与铰链压合区域仍存在镀锌层。其中,A铰链镀层厚度薄,导致SEM-EDS测试中Fe元素含量高。
2.2.2 镀层厚度影响分析
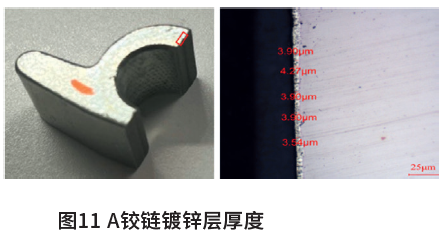
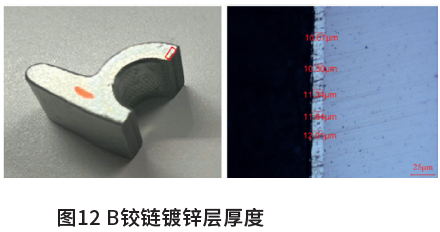
为证实A铰链镀锌层厚度薄的相关推测,采用金相显微镜对A、B铰链衬套压合区域镀锌层厚度进行分析,分析结果见图11、图12。
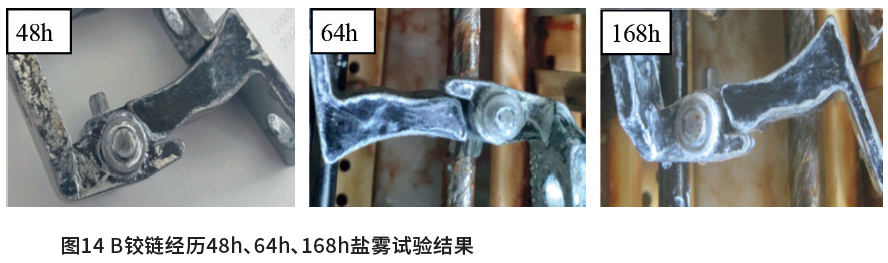
可以看出,A铰链镀锌层厚度仅4μm左右,而B铰链镀锌层厚度达10μm以上。为确认镀锌层厚度对耐腐蚀性能的影响,对A、B铰链开展中性盐雾测试,试验结果见图13、图14。结果显示:盐雾试验48h小时,A、B铰链均未产生红锈;64h小时,A铰链转轴位置出现轻微红锈,B铰链仍无红锈;168h时,A铰链表面存在大面积红锈,B铰链表面无明显红锈。结合盐雾试验结果分析,两类铰链耐腐蚀性能存在明显差异,A铰链(镀锌10μm)耐腐蚀性能可达到B铰链(镀锌4μm)的2.5倍以上。
2.2.3腐蚀环境影响分析
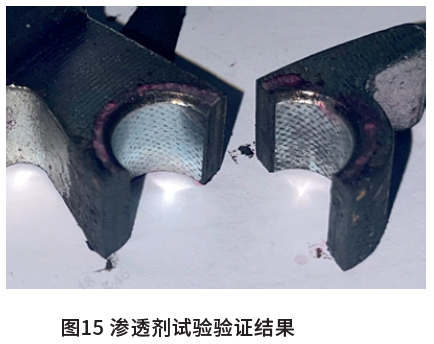
车门铰链安装于车门单道密封条以外,车辆停放室外时,铰链部位会接触雨水等介质。考虑到衬套与铰链为过盈配合,两者搭接面应不易进水。为直观展示进水情况,向铰链与衬套外部搭接区域滴3~5滴粉红色渗透剂,静置24h后拆解铰链,发现衬套与铰链压合区域已渗入渗透剂,见图15。试验结果表明,在下雨、洗车等过程中,水易进入衬套与铰链贴合面,此部位实车拆解仅有镀锌层,无电泳漆,低膜厚镀锌层接触雨水等介质后发生电化学腐蚀(缝隙腐蚀),故镀锌层过薄是造成铰链短期锈蚀的主要原因。
2.2.4衬套材质影响分析
结合车门铰链组成分析,采用“PTFE+铜网”设计,衬套部分位置存在铜网外露情况,见图16,与铰链搭接部位异种金属接触易发生电偶腐蚀,加速锈蚀问题发生。它也是导致市场两年以上车辆发生锈蚀的重要因素。 2.3 铰链耐腐蚀性能提升
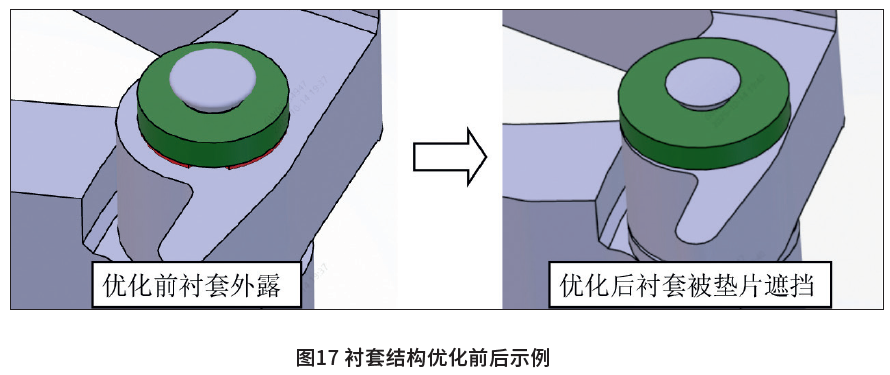
通过以上分析,增加镀锌层厚度可有效提升铰链耐腐蚀性能,当铰链镀锌层厚度达到10μm左右时,能避免铰链短期内发生锈蚀问题。除改善镀锌层厚度外,通过改善车门与车体之间密封性,或控制衬套翻边尺寸,确保衬套翻边尺寸略小于垫片外径,见图17,以减少铰链接触雨水等腐蚀介质,从而有效延长铰链生锈时间。
以上方案能有效提升铰链耐腐蚀性能,但无法保证铰链5年以上无锈蚀,仍需通过改善衬套材质(如采用 “不锈钢+PTFE”)降低电偶腐蚀倾向,或在衬套与铰链搭接区域增加防腐蜡等防护措施,阻隔水等腐蚀介质的进入。
3 结论
衬套与铰链搭接区域为车门型钢铰链防腐薄弱点,其搭接面无电泳漆,仅依靠镀锌层防腐,接触雨水等介质后易发生缝隙腐蚀。
铰链镀锌层完整性、锌层厚度、垫片结构、衬套材质等均会影响车门铰链耐腐蚀性。其中,产品镀锌层厚度不足是造成铰链短期锈蚀的主要因素,镀锌层厚度由4μm增至升至10μm时,铰链的耐腐蚀性能可提升2.5倍以上。
汽车行业当前采用的“铜网+PTFE”衬套体系车门铰链,无法保证铰链长期耐腐蚀性能,可通过改善衬套材质、在衬套与铰链搭接区域增加防腐蜡等措施提升耐腐蚀性能。
参考文献
[1] 李冬梅, 王鹏 汽车不同区域强化腐蚀试验研究[J].汽车工艺与材料, 2015, 8:51-53.