[摘要] 本文通过中性盐雾试验、循环腐蚀试验、整车强化腐蚀试验分别研究了镀锌处理、镀锌镍处理的碳钢锁扣及不锈钢锁扣的腐蚀性能表现,采用赫尔槽试验和金相法分析了两种镀液体系的深镀能力,以及两种表面处理工艺下锁扣和不锈钢锁扣的腐蚀差异及原因。同时,根据锁扣实际使用情况,对比了中性盐雾、循环腐蚀与动态试验的腐蚀表现差异和不同腐蚀方法测试效果差异的原因。本文旨在为不同锁扣在盐雾腐蚀环境下的应用和防护提供参考。
[关键词] 腐蚀;镀锌锁扣;镀锌镍锁扣;不锈钢锁扣
宋海林
中国腐蚀与防护学会及中国表面工程学会高级工程师,主要从事整车防腐研究。
目前在上海蔚来汽车有限公司负责金属腐蚀与防护工作,发表核心论文8篇,
参与编制了《铝车轮涂层丝状腐蚀试验方法》《汽车零部件电镀和涂装实验室 通用技术要求》
《汽车强化腐蚀性能要求及试验方法》《乘用车阳光模拟加速老化试验方法》行业标准。
引言
据中国汽车工业协会今年1月发布的数据显示,2025年我国汽车产量3453.1万辆,同比增长10.4%;销量3440万辆,同比增长9.4%。我国汽车产业良好的发展态势,对汽车产品质量提出了更高的要求。汽车耐腐蚀性能是产品质量的重要组成部分,汽车耐腐性能好,有助于提升品牌形象,增强竞争力。引起车辆腐蚀的主要因素包括使用环境、结构设计、材料选择、制造工艺、维修保养等[1]。
汽车车门锁扣安装在侧围板内侧,如果存在锈蚀,用户在开启车门时易发现并有可能引起抱怨。目前,业内还没有专门的文章对不同锁扣的腐蚀表现进行研究。本文研究了不同试验方法下锁扣腐蚀的表现,分析了业内常见的两种表面处理工艺制备的锁扣腐蚀失效的原因。
1 实验方法
1.1 实验材料
实验材料为电镀锌镍锁扣、电镀锌锁扣、不锈钢锁扣、赫尔槽试片等。电镀工艺采用上海蔚来汽车有限公司体系内供应商的工艺。
1.2 测试方法
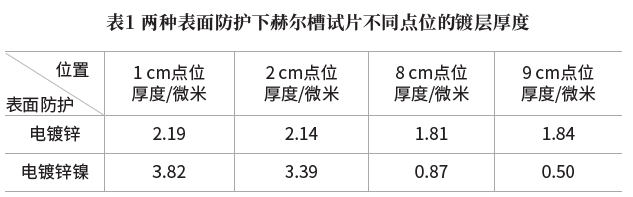
通过赫尔槽打片法,用同样的电流1A(安培)电镀15分钟,分别在距离左侧边缘1厘米、2 厘米、8厘米、9厘米处测量镀层厚度。对镀锌和镀锌镍的锁扣成品,分别用金相法评估锁扣根部缝隙内镀层的厚度。
通过常用试验方法模拟高温、高湿、盐雾、开闭耐久等工况,以加速锁扣的腐蚀。采用GB/T 10125-2021《人造气氛腐蚀试验 盐雾试验》标准中规定的中性盐雾试验,用上海热策公司中性盐雾试验箱,测试不同锁扣的耐腐蚀性能。
采用改良循环腐蚀试验方法,评估镀锌和镀锌镍的两种锁扣的耐腐蚀性能。
根据QC/T 732-2005《乘用车强化腐蚀试验方法》标准进行整车强化腐蚀试验,两种锁扣分别实车安装,进一步评估其腐蚀性能。
2 结果分析
2.1 赫尔槽试验结果
锁扣根部沉积镀层需要镀液具有良好的深镀能力,电镀工业中经常使用赫尔槽试验评估镀液体系的分散能力[2]。一般情况下,分散能力好的镀液体系,覆盖能力也会好[3]。
从测试数据来看,电镀锌的镀层厚度变化值远小于电镀锌镍,且在9 厘米点位处的镀层厚度也远超同距离点位的电镀锌镍镀层厚度。也就是说,电镀锌的深镀能力显著好于电镀锌镍。见表1。
2.2 金相法测试结果
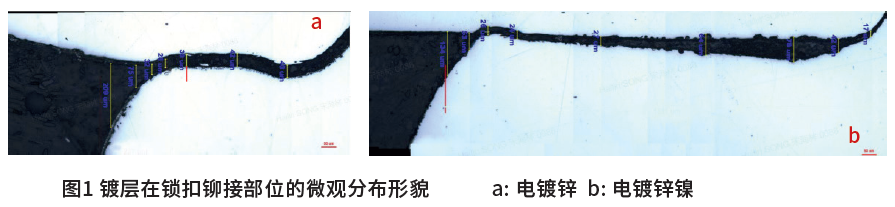
从图1金相图中可以看出,该锁扣结构设计下镀层的缝隙微观呈现喇叭口形状,整体为微米级缝隙,如要要覆盖良好,对镀液体系的深镀能力要求较高。另外,同样结构的零件,镀锌锁扣缝隙内喇叭口开口约39微米, 电镀锌镍锁扣缝隙内喇叭口开口约为134微米。从该位置再向缝隙内部,两种镀液体系均无法实现有效覆盖。由此可见,镀锌体系喇叭口开口高度远小于电镀锌镍体系,即镀锌的深镀能力在该位置远优于电镀锌镍合金。此试验结果与赫尔槽试验结果一致。
2.3 两种锁扣在中性盐雾和循环腐蚀的结果
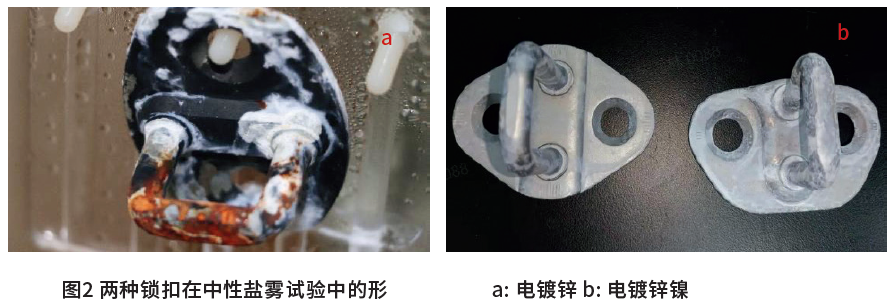
分别对镀锌锁扣进行480小时中性盐雾试验,对镀锌镍锁扣进行720小时中性盐雾试验。从图2中可以看出,两种镀层锁扣直至实验完成均没有出现根部锈蚀。这可能与这两种镀层均有钝化和封闭工艺有关,会对根部缝隙处起到一定的填充和保护作用。当锁扣在中性盐雾条件下试验时,由于沉积的盐雾在缝隙处堆积,而缝隙尺寸较小,受到液体表面张力的影响,缝隙处溶液交换不充分,氧含量交换也随之不足。因此,在缝隙处腐蚀不明显,未形成红锈。由此可见,在静止状态下,中性盐雾试验对缝隙的检测效果不好,可能需要预先对锁扣施加运动载荷。
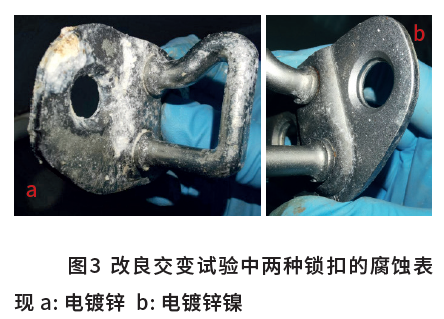
另一种改良试验方法如下:每周用0.5%的NaCl(氯化钠)溶液浸没两种锁扣5分钟,随之交替进行温度为60℃、相对湿度<30%的干燥阶段和温度50℃、相对湿度约100%的冷凝阶段。结果发现两种锁扣表面镀层均有明显的腐蚀。其中,电镀锌镍锁扣根部缝隙处已经出现了明显的红锈;镀锌锁扣在整体腐蚀较为严重的情况下,根部缝隙处仍未出现红锈,具体见图3。由此可见,镀锌体系对缝隙的覆盖保护要明显好于电镀锌镍体系。同时也说明,在干湿交替的环境下,即使不进行运动加载也可以识别到两种镀层的保护性能差异。
2.4 整车强化腐蚀试验结果
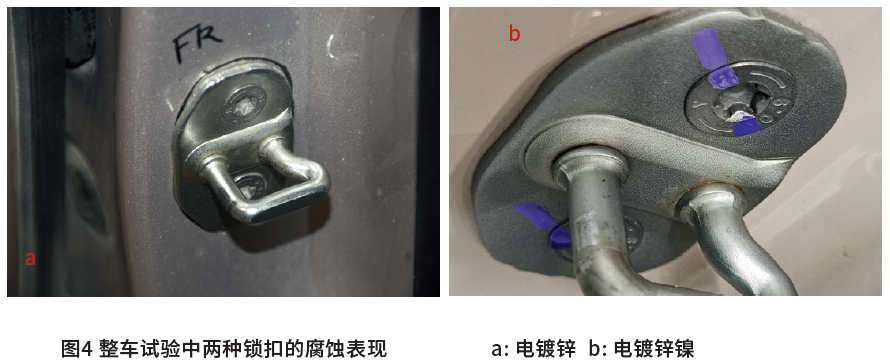
分别将两种镀层锁扣进行整车强化腐蚀试验搭载,结果发现:电镀锌镍锁扣在整车验证中进行到约2个腐蚀年时,在缝隙处有红锈出现;电镀锌锁扣即使进行到6个腐蚀年,在缝隙处仍未出现明显的红锈。具体见图4。该试验结果与上述改良的交变试验方法表现类似,同时也与金相法分析的结果一致。
将试验完成的锁扣进行力学性能测试,发现即使根部已经明显红锈的碳钢锁扣,其力学性能仍无明显损失。由此可见,锁扣根部红锈是汽车防腐开发中定义的外观腐蚀[4]。
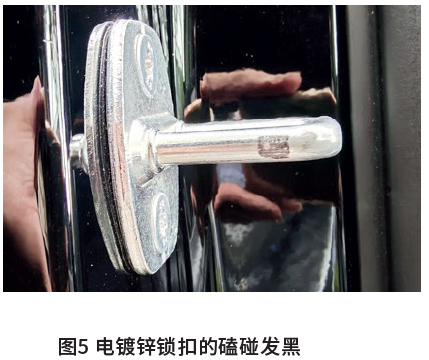
尽管锁扣镀锌处理可以有效解决铆接缝隙处的外观腐蚀,但是在整车强化腐蚀试验中发现,相较于电镀锌镍处理,电镀锌锁扣在正常开闭耐久中存在磕碰变黑的问题,如图5所示。这是因为整车强化腐蚀试验会模拟用户使用工况,在开关车门的过程中必然存在磕碰。由于电镀锌的硬度通常约90~110 HV(维氏硬度), 电镀锌镍的硬度范围通常为 220~240 HV,镀锌层的硬度明显低于锌镍层[5]。因此,电镀锌工艺锁扣抗磕碰性能较电镀锌镍差。
对不锈钢锁扣分别进行720小时中性盐雾和6个腐蚀年整车试验发现,无论是缝隙处腐蚀还是磕碰性,不锈钢锁扣均没有问题。因此,不锈钢锁扣是一个比较理想的解决方案。具体见图6。
3 结论
电镀锌体系的深镀能力明显好于电镀锌镍体系,在锁扣铆接结构的缝隙中,镀锌走位更好,缝隙填充能力更强。
静态进行中性盐雾试验对锁扣的缝隙腐蚀检测效果不理想,应该考虑存在高低温交变环境或者提前施加运动载荷。
电镀锌锁扣虽然能有效解决根部缝隙处腐蚀问题,但自身防腐性和抗磕碰性能不如电镀锌镍,仍不是完美的解决方案。
不锈钢锁扣在根部缝隙腐蚀和抗磕碰性能上表现优势,可优选。
参考文献
[1] 孙启林, 李凡, 王泉杰, 刘凯. 汽车翼子板防腐设计概述[J]. 汽车实用技术, 2017, 18: 99-101.
[2]安茂忠.电镀理论与技术[M]. 哈尔滨:哈尔滨工业大学, 2004: 48-55.
[3] 陈苑明, 魏树丰, 郑莉,等. PCB电镀铜知识(3): 电镀铜均镀能力与深镀能力的差异[J]. 印制电路信息, 2023, 31(11):64-66.
[4] 李强.汽车车身防腐工艺提升应用思考[J].时代汽车, 2022(000-006): 143-145.
[5] 张颖杰,赵江涛,王永.锌镍合金与锌电镀工艺在生产中的应用对比[J].科协论坛:下半月, 2010(12):41.