[摘要] 随着汽车工业的快速发展和消费者健康意识的不断提升,车内挥发性有机物(VOC)污染问题日益引起广泛关注。本文系统分析了车内VOC的来源与散发特性,并基于“少带入、少产生、多排出”三大原则,从原材料控制、生产过程优化和仓储装配管理三个层面综述了VOC控制关键技术。本文为整车制造企业及相关产业链提供了理论依据和技术参考,对提升车内空气质量、保障驾乘人员健康、推动汽车产业绿色可持续发展具有重要意义。
[关键词] 挥发性有机物;控制技术;生产过程
吴小龙
深耕整车集成领域十余载,
牵头完善了基于用户需求的新能源性能指标开发和验证体系,
相关流程、方法支撑了东风汽车集团有限公司多个平台架构的开发工作,
推进各性能维度完成体系迭代,
逐步实现从“技术导向”到 “用户价值导向”的转型优化。
先后获得湖北省管理创新二等奖、湖北省科技进步三等奖、
中国汽车工程学会科技进步三等奖等奖项。
引言
在汽车产业快速发展的背景下,伴随消费者对健康与舒适性要求的不断提高, VOC所带来的潜在健康风险正逐渐成为行业与用户共同关注的焦点。车辆普及也使得人们在车内的时间越来越长,更多的人有了在车内休息的需求。而车厢内部作为一个相对狭小的密闭环境,其装饰所使用的多种非金属材料(如塑料饰板、座椅面料及地毯等),在光、氧气与湿气等因素的共同影响下会加速老化并降解,释放出VOC,这些产物之间可能发生协同作用,从而导致VOC总体浓度上升,这种情况在新车中尤为严重[1]。我国自2004年起开始系统推进车内空气质量管理工作。2007年,环境保护行业标准HJ/T 400-2007《车内挥发性有机物和醛酮类物质采样测定方法》正式颁布; 2011年, GB/T 27630-2011《乘用车内空气质量评价指南》发布实施。这两项标准为我国车内VOC监测与管控工作建立了初步规范框架。
当前,我国汽车产业在产品VOC管控方面仍面临诸多挑战。整车企业、零部件供应商与材料生产商之间普遍存在责任界定不清、相互推诿的现象。同时,企业在实际管控过程中也面临着成本高昂、溯源机制不完善、数据管理水平较低以及技术改进难度大等问题。此外,媒体和消费者对VOC及其气味特性的认知仍存在一定误区。这些因素共同加剧了我国汽车行业VOC管控的复杂性。因此,研究车内VOC控制技术,有效降低VOC散发水平,对保障驾乘人员健康、推动行业绿色发展具有重要意义。
1 车内VOC来源及排放特点
车内VOC的形成机制较为复杂,主要源自汽车内饰材料及相关制造工艺、车辆尾气排放以及周边大气环境等。其中,内饰材料及其加工过程是VOC最主要的排放源[2]。常见的内饰零部件生产工艺包括注塑、热压、发泡、表面喷涂、真空吸附、水转印和粘接等,它们在加工过程中所使用的辅助材料往往是导致VOC释放的重要因素之一[3]。
汽车车内VOC散发特征受环境温度、车辆使用时长等因素影响,其浓度会随着时间推移、温度变化以及通风条件的改变而发生动态变化。在车辆密闭状态下,新车内部的VOC浓度通常较高;相反,在行车期间,良好的通风能够显著减少VOC在车内的积累。目前,市场上针对车内VOC污染物的来源分类、衰减规律与释放特性等已有研究,结果表明:车内VOC释放水平与内饰零件的材料使用量、暴露面积、色泽和化学组成等因素之间存在明显关联,并且不同材质VOC的释放模式也具有较大差异[4]。因此,加强对汽车内饰常见材料VOC含量的管控,对于实际降低车内VOC总体浓度作用明显。
2 VOC控制技术
车内VOC控制的总体原则主要有三个:一是少带入,即从源头减少进入车内VOC的量。主要从材料方面入手,包括使用高纯度基料、低VOC原材料等;二是少产生,即在生产过程中减少VOC的产生。主要从生产工艺入手,包括采用合理的原料配方、优化加工工艺等;三是多排出,即在仓储装配环节将车内VOC最大限度地排出。主要从仓储装配条件入手,包括采用安全储运、绿色装配等技术。
2.1 原材料VOC控制技术
2.1.1 聚丙烯(PP)
图1 聚丙烯(PP)
PP,见图1,因良好的耐热性能、较高的刚性、出色的加工适应性以及可回收性,被广泛应用于汽车制造领域。该材料在汽车所用塑料中占比约30%,尤其以PP泡沫塑料为代表,在隔声与内饰方面表现突出,常见于地毯、缓冲垫等部件。尽管现有PP树脂在力学与工艺性能上可满足汽车内饰的基本需求,但由于聚合过程中单体和催化剂的选择、工艺条件控制以及材料在使用中的降解等因素,其制品仍存在VOC释放问题,主要源于未完全反应的残留物和降解产生的低分子化合物[5]。目前,针对该问题的控制手段主要有三个:
一是通过聚合工艺与助剂优化,如采用氢调法在聚合阶段引入氢气以终止分子链增长,在保证树脂高流动性的同时避免引入叔丁醇等小分子有机物;助剂应选择高效、相容性好、热稳定且低挥发的品种。二是吸附法,即借助吸附剂捕获PP基体中残留的小分子有机物,从而降低VOC含量。三是聚合物脱挥技术,包括对聚合后粉料进行闪蒸脱挥、通过挤出机熔体脱挥,以及利用多阶排气装置在混炼过程中有效脱除挥发分和残留杂质。这些方法从不同途径有效抑制了VOC的释放,提升了PP材料的环保性能。
2.1.2 聚氯乙烯(PVC)
图2 聚氯乙烯(PVC)
PVC是一种通过氯原子取代聚乙烯分子链上氢原子而形成的高分子化合物,见图2。它由氯乙烯单体在引发剂作用下通过聚合反应生成,属于热塑性树脂,也是氯乙烯的均聚物。作为全球产量最高的塑料品种之一,聚氯乙烯因价格低廉且应用广泛而备受青睐,常见于汽车内饰如座椅面料、地毯和顶棚等部件。在生产过程中,热稳定性是影响其VOC释放的关键因素。而控制VOC的主要途径之一是添加有机锡类热稳定剂,如含有Sn-S键的有机锡稳定剂可分为硫代羧酸型和硫醇型两类。前者能减轻对金属的腐蚀,具备抗滤出性和极低人体毒性,部分品种还兼具光稳定与热稳定功能;后者则表现出优异的热稳定性和高透光性。此外,同时含有Sn-O键和Sn-S键的有机锡化合物展现出卓越的光、热稳定性,可显著抑制VOC的释放[6]。
2.1.3 丙烯腈-丁二烯-苯乙烯三元共聚物(ABS)
ABS树脂作为五大通用合成树脂之一,具有良好的抗冲击和电气绝缘以及耐高低温和化学腐蚀等性能,同时易于加工成型,且制品尺寸精度高、表面光泽度好,广泛应用于汽车仪表盘、内外装饰板、方向盘、隔音构件等零部件的制造,其用量已接近塑料总消费量的8%。
ABS由丙烯腈、丁二烯和苯乙烯共聚制备,未完全反应的苯乙烯单体可能残留于树脂内部,并在受热条件下挥发逸出。此外,为提升其性能,常将其与PVC等共混制成合金,但相容剂、稳定剂等助剂的加入也可能引入额外的VOC来源。因此,对ABS树脂VOC的控制应主要从优化合成工艺和共混改性策略两方面着手。连续本体聚合法是当前生产ABS的一种重要工艺,该过程将橡胶原料溶解于苯乙烯、丙烯腈及少量溶剂中,在加热和引发剂、分子量调节剂存在的条件下进行接枝聚合反应,最终通过脱挥和造粒工段获得成品。该工艺要求橡胶充分溶解并经历预聚合阶段,同时对橡胶种类、用量、接枝率及粒径控制均有较严要求,尽管流程复杂,但其具有废水产生少、产品纯度高、投资强度低和生产成本较为经济等优点,展现出良好的发展前景。
2.1.4 皮革
车内皮革是车内VOC的重要来源之一,其VOC含量在很大程度上受到皮革生产过程中整饰工艺的影响。整饰工艺通常包含多次涂饰操作,可分为底层涂饰、顶层涂饰与着色涂饰等阶段,各层涂饰所使用的材料一般包括着色剂、成膜剂、蜡类及填充剂等助剂[7]。为有效控制VOC释放,关键要对整饰工艺进行优化改进。例如可采用固体涂饰技术,它借助常规静电喷枪实施涂饰,具有无挥发性溶剂排放的显著优点,适用于多种皮革类型。该工艺在固化过程中不会引起皮革面积收缩,且所形成的涂膜均匀性与传统方法相当,同时还表现出卓越的干擦与湿擦耐久性。此外,通过采用现代涂饰技术与废气处理手段,可在涂饰各阶段进一步降低溶剂挥发,从而实现整个过程中VOC排放的有效控制。
2.2 生产过程VOC控制技术
2.2.1 注塑成型工艺
注塑成型是一种将热熔态材料在高压下注入模具型腔,经冷却定型后获得所需形状制品的工艺方法。该方法尤其适用于结构复杂部件的大规模生产,是当前广泛采用的重要加工技术之一。其成型过程呈周期性循环,每个周期主要包括:定量喂料、熔融塑化、加压注射、充模冷却以及开模取出制件;取出完成后模具闭合,继而进入下一循环。
在设备选择方面,宜优先采用螺杆式注射机而非柱塞式结构。柱塞式注塑机易引发层流,导致料筒清洗频率增加,清洗剂若残留则会对后续注塑零件的VOC含量造成负面影响。螺杆组合设计应确保物料良好分散,一般以中等剪切强度的螺纹块为主。合理的螺杆结构有助于减轻物料在挤出改性过程中的氧化降解,从而对降低VOC产生积极效果。此外,在注塑前须对料筒进行彻底清洗,任何残留物料均可能引起降解,进而导致VOC的释放。
表1 不同注塑温度PP的VOC含量(μg/m3 微克/立方米)
注塑温度是影响塑料内饰件中乙醛含量的关键工艺参数之一。研究表明,乙醛的生成量往往随温度上升而增加,原因在于较高的注塑温度易导致塑料材料发生热降解,从而释放出低分子量挥发物。温度越高,材料降解速率也随之加快,致使零部件内乙醛浓度显著上升。因此,在生产过程中需对内饰用非金属零部件的注塑温度加以严格控制[8]。以PP为例,如表1所示,推荐注塑温度应不高于230 ℃。
表2 不同注塑压力PP的VOC含量(μg/m3)
在注塑工艺中,较高的注射压力所产生的剪切作用会促进乙醛的生成。因此,为获得低挥发特性的内饰件,必须在合理范围内对注塑压力予以有效调控。以PP为例,从表2可以看出,当注塑压力提高10MPa(兆帕)时,乙醛与丙烯醛的释放量显著上升。
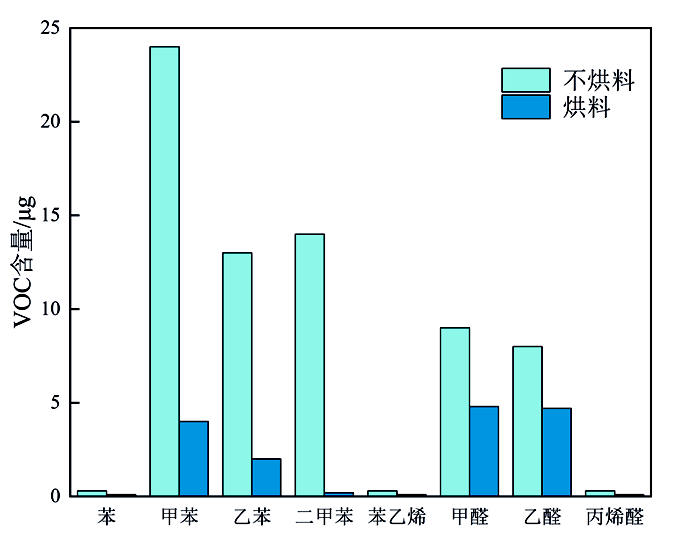
图3 烘料对PP材料VOC散发的影响
烘料处理在降低原料含水率的同时,也有助于促使材料内部残留的小分子物质挥发,从而减少内饰件的VOC释放。如图3所示,与未烘烤的PP试样相比,经烘烤处理后的塑料内饰件VOC总体浓度明显下降。该过程可加速苯类和醛类物质的逸出,净化塑料粒子,降低其在后续注塑过程中参与反应的概率,进而显著降低最终制品中此类VOC的含量。此外,回用二次料在再生产过程中会再次经历剪切与热历程,加剧小分子醛类物质的形成,因此应严格控制其添加比例,建议在内饰件中避免使用。
2.2.2 搪塑成型工艺
搪塑是一种将粉末原料均匀敷着于受热模具表面,通过热传导使粉料熔融并在保温过程中形成预定厚度,在此期间原料经历物理与化学变化的共同作用实现充分塑化,经冷却后定型,最终获得与模具形状一致产品的工艺方法。该技术尤其适用于高级汽车仪表板等对手感与视觉效果有较高要求的内饰件生产[9]。
实施搪塑成型工艺时需重点控制以下环节:一是原料的选取。可采用热塑性聚氨酯(TPU)作为搪塑原材料。TPU属环境友好型材料,与PVC相比密度较低,且不含毒性或有害成分,是一种有助于控制VOC释放的优质材料。该材料兼具橡胶的力学性能和热塑性材料的加工适应性,无需添加增塑剂即具备良好的气味特性和低挥发表现,同时在低温条件下仍能保持较高弹性。二是填充剂的使用。应选择化学性质稳定、成本较低、无毒且品质一致的填充剂,其含水量需尽可能控制于较低水平。若含水量超过5%,则须进行预干燥处理,原因在于较低含水量可有效降低后续加工过程中零部件的VOC释放。
2.2.3 真空成型工艺
真空成型也称凹模成型,是一种常用于生产瓶、管类容器的制造工艺。该工艺首先将热塑性材料加热至粘弹态,随后通过施加负压(通常为低于大气压的真空环境)使材料吸附于模具表面,经冷却固化后得到所需形状。真空成型制品在质感、柔软度和外观方面普遍优于注塑产品,具有类似皮革的触感和良好的视觉效果,因此广泛应用于中档车型的内饰部件[9]。
当前,先进的真空成型工艺主要包括两类:一类是阴模真空成型。其流程与普通真空成型类似,需先将片材加热至预定温度,然后在工位上进行模压成型。不同之处在于该工艺采用镍壳模具,且片材初始表面无纹理,皮纹是在真空成型过程中同步形成于表皮上的,具备低气味和低挥发的特性。二是阳模真空成型。该技术具有模具成本低、加工简便和VOC释放较少等优点,即使在大拉伸结构的深拉伸TPO表皮中仍能保持良好的花纹稳定性。目前,该工艺已实现较为广泛的应用。
2.3 仓储装配VOC控制技术
2.3.1 储存环境
内饰件从下线到整车装配一般要经过3〜7天的存放时间,仓储温度对内饰件VOC含量影响较大。内饰件VOC含量随存储温度的降低而呈现升高趋势。因此,适当提高仓储环境温度,有助于减少VOC的残留。由于苯系物(苯的衍生物的总称)与醛类物质的沸点存在差异,在不同温度条件下贮存一定时间后内饰件所测得的VOC总量也会有所不同。苯系物沸点较高,在常温和高温下挥发速率较快,而在低温环境中挥发缓慢。如在0 ℃环境下贮存5天后,苯类物质挥发不充分,残留量较大,因此VOC检测值较高;而在25 ℃条件下放置相同时间,苯类物质挥发较为彻底,检测结果则相对较低。醛类物质的沸点普遍较低,其在常温和低温下的挥发行为差异不大,因此在不同温度贮存后的检测结果波动较小。我国南方与北方冬季气温差异显著,北方地区冬季气温较低,导致零部件VOC含量通常较高。因此,建议北方主机厂及密封条生产企业优化冬季仓储条件,适当提高仓库温度,促进密封条在储存过程中VOC的充分释放,从而有效降低其在装配阶段的VOC含量。
2.3.2 存放时间
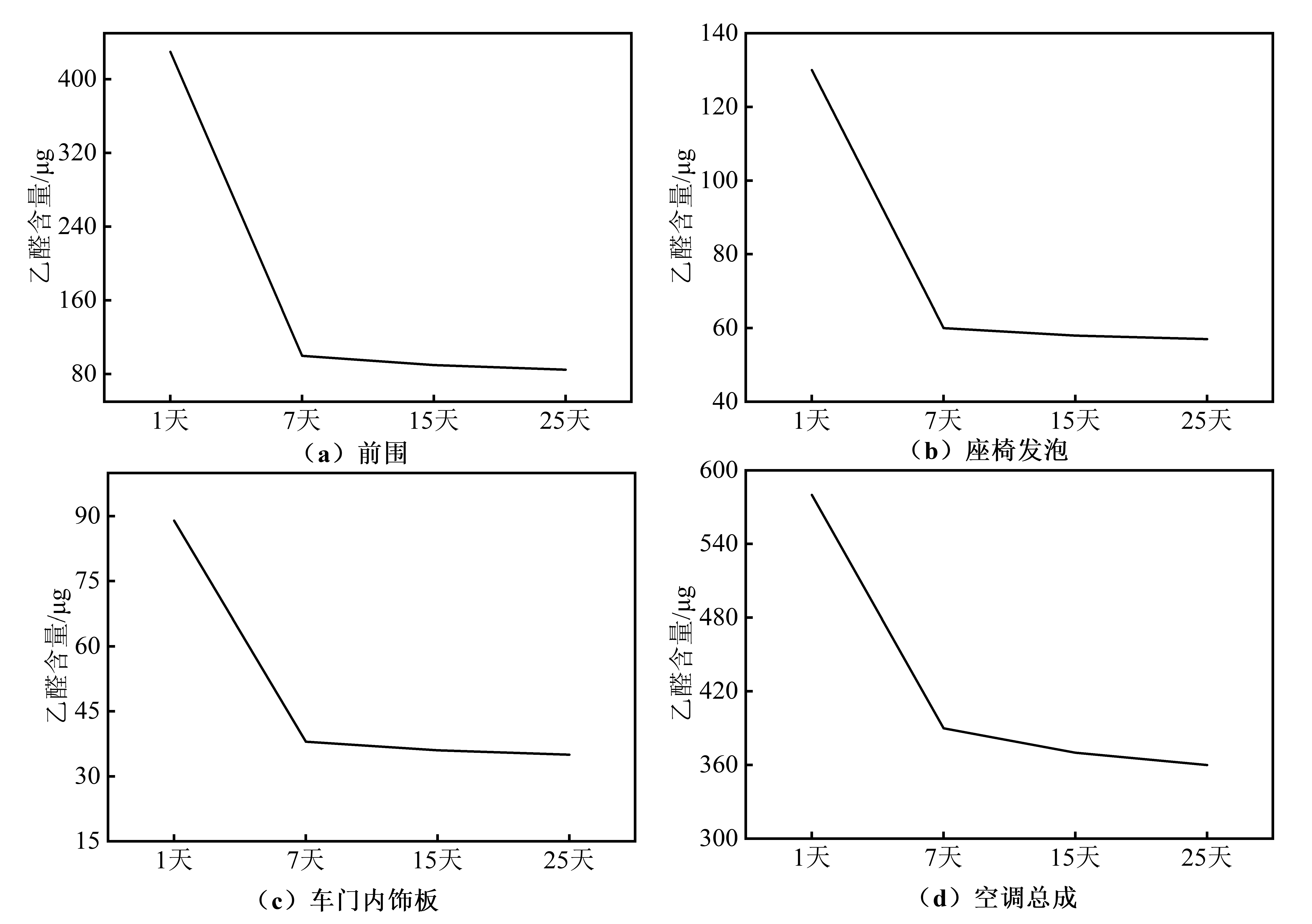
图4 存放时间对VOC散发的影响
饰件VOC含量随下线时间的延长而不断衰减,如图4所示。以前围、前排座椅发泡、车门内饰板、空调总成四类零部件为例,研究其衰减规律。多数汽车零部件在生产结束后的最初7天内VOC含量下降较为明显,7天之后下降速率逐渐趋于平缓。为更准确地评估零部件VOC释放特性,建议将其VOC检测时间安排在生产后的7〜15天。在此期间,VOC释放行为趋于稳定,测试结果更具代表性。此外,还建议有条件的主机厂尽可能在装配前延长零部件仓储时间,以促进VOC充分散发,从而有效降低装车后车内VOC浓度。
2.3.3 仓储方式
优化零部件仓储方式有助于改善VOC释放特性。如发泡类材料在料架上进行熟化时若堆放密度过高、缺乏足够间隙,易导致部件间相互污染,同时也难以确保产品性能的均一性。针对此,可将发泡材料悬挂于输送链上进行熟化。该方式能够在各部件之间形成自然通风间隙,有效避免交叉污染。此外,建议对内饰件采用真空铝箔密封包装,以防范在仓储和运输过程中可能发生的VOC交叉迁移。
3 结论
本研究系统论证了车内VOC控制需遵循“少带入、少产生、多排出” 的核心理念,通过原材料优化、生产工艺改进和仓储管理三大维度构建全链条管控体系。原材料层面, PP采用氢调法聚合与脱挥技术有效降低小分子残留,PVC通过有机锡热稳定剂提升热稳定性,ABS树脂通过连续本体聚合工艺控制未反应单体,皮革则借助固体涂饰工艺实现溶剂零排放。生产工艺方面,注塑成型通过精确控制温度(≤ 230 ℃)与压力参数显著降低醛类生成,采用水性脱模剂替代有机溶剂型产品;搪塑成型选用TPU环保材料并严格控制填充剂含水率;真空成型则通过阴模/阳模工艺改进提升花纹保持性,同时降低VOC释放。仓储环节则证实,温度与时间对VOC衰减具有显著影响,建议保持25 ℃以上仓储环境并延长7〜15天存放期,配合悬挂式熟化与真空铝箔包装避免交叉污染。
当前行业仍面临产业链协同不足、成本控制压力及检测标准不统一等挑战,未来需进一步开发低成本高效净化材料、建立全链条数据追溯系统、统一行业检测标准,并加强消费者宣传教育,通过多环节系统化管控实现车内空气质量全面提升与汽车产业绿色转型。
在此过程中,消费者应树立“健康选车”意识,将车内空气质量作为重要决策依据。建议消费者在选购车辆时主动关注车型是否搭载了有效的空气净化技术,以及是否使用了低气味、低挥发性的环保内饰材料,并可参考权威机构发布的空气质量测评结果。
参考文献
〔1〕魏丽霞, 蔡扬扬, 刘晓. 汽车车内VOC控制技术和评价方法[J]. 工程塑料应用, 2024, 52(07): 173-178.
〔2〕汤品一, 刘树文, 黄小翰, 等. 车用内饰零部件VOC及其衰减研究[J]. 汽车零部件, 2015, (03): 47-48+52.
〔3〕吕孟强, 黄文杰, 高鹏, 等. 乘用车内饰零部件对车内挥发性有机化合物浓度的贡献研究[J]. 暖通空调, 2021, 51(01): 88-93+15.
〔4〕LV Mengqiang, et al. Source apportionment of volatile organic compounds (VOCs) in vehicle cabins diffusing from interior materials. Part I: Measurements of VOCs in new cars in China. Building and Environment, Volume 175, 2020, 106796, ISSN 0360-1323.
〔5〕康鹏, 金滟, 蔡涛, 等. 聚丙烯树脂中挥发性有机物控制技术的研究进展[J]. 石油化工, 2014, 43(08):966-970.
〔6〕寇俊莉, 林彦军, 王明明. 无毒PVC热稳定剂的研究现状与发展趋势[J]. 中国氯碱, 2006, (02): 1-5.
〔7〕韦永红. 环保水性漆皮革的涂饰技术探索[J]. 西部皮革, 2021, 43(24): 20-23.
〔8〕李俊贤, 周建明, 满似伟, 等. 汽车内饰件的加工工艺和仓储条件对其VOC含量的影响[J]. 汽车工艺与材料, 2015, (02): 50-52+56.
〔9〕侯剑锋. 汽车仪表板表皮环保材料及成型工艺概述[J]. 汽车与配件, 2009, (19): 44-45.